Electric resistance welding is a group of welding processes in which welding heat is obtained from resistance of the work to the flow of electrical current and by application of pressure. No flux or filler metal is added.
Working Principle of Electric Resistance Welding
In resistance welding, a heavy current above 100 A at low voltage (typically 1 volt) is passed through the joint for a very short time. This high ampere current heats the joint. The heat developed by the resistance to the flow of current in electrical resistance welding can be expressed as:
H = I2Rt
Where H = total heat produced in work in joules; I = Electric current in amperes; t = time for which the electric current is passing through the joint is seconds; R = Resistance of the joint.
Alternating current is found to be the most suitable electrical resistance welding as it can provide any desired combination of voltage and current through a suitable transformer. It is necessary to maintain the contact resistance uniform to obtain a good weld and avoid overheating, which depends upon the surface conditions.
The pressure necessary to effect the weld varies from 2.5 to 5.5 Kgf/mm2. The electrical voltage required varies from 2 to 10 volts depending upon the composition, thickness, area etc. of metal plates to be welded.
Electrodes for Electric Resistance Welding
Since the electrodes in resistance welding have to carry a large amount of current, pressure and also helps to remove the heat from the weld zone electrodes should have high electrical conductivity as well as high hardness. Hence copper in alloyed form is used for making electrical resistance welding electrodes.
Advantages of Resistance Welding
- No filler rod or flux is required.
- It can be used for large production at high speeds.
- Little skill is required to operate the resistance welding machine.
- Resistance welds are made very quickly.
- Resistance welding operations are automatic.
- It is possible to weld dissimilar metals as well as metal plates of different thickness.
- No consumable materials are used in this process except electric power. Hence it is a very economical process.
Disadvantages of Resistance Welding
- The initial cost of equipment is high.
- Skilled persons are required for maintenance.
- A job of high thickness cannot be welded.
- Some electrical resistance welding operations are limited to only lap joints.
Applications of Electrical Resistance Welding
It is used:
- to make metal furniture,
- to make containers for different types of equipment,
- to join sheets, tubes and bars,
- to weld automobile parts.
Types of Resistance Welding
Following are the different types of resistance welding:
- Spot Welding
- Projection Welding
- Seam Welding
- Butt Welding
Spot Welding
It is used for joining two or more sheets of metal. The sheets to be welded are held overlapping between the two electrodes, one movable and the other fixed. The pressure is applied from the top electrode by moving it downward.
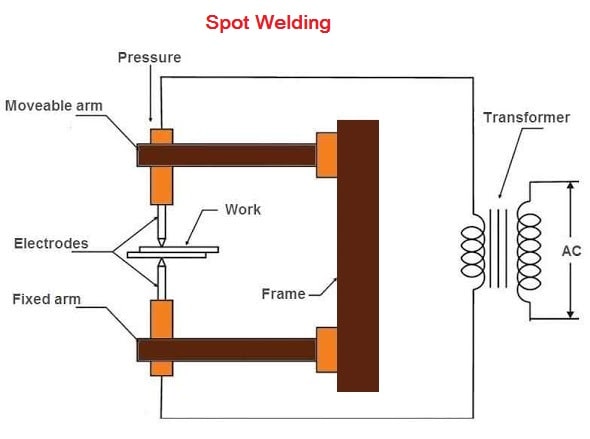
The fusion of material takes place at the spot. Then the sheet is moved to have another spot weld at the desired location. The period for each weld may be 100th of a second or more. The current may be of the order of 5000 amperes or more.
The voltage between electrodes is about 2 volts. The open-circuit voltage of the welding machine is less than 12 volts. For the sheets, the time required is about 1/50 second for each 0.25 mm of the total thickness of the two sheets to be welded. Wires, rods and small pieces of a sheet can also be welded by this method.
The spot welding machine consists of a welding transformer and required accessories to perform the welding. When we connect the machine to A.C. supply, the transformer of the welding machine gets the supply through a timer. This timer controls the time of flow of current.
The primary winding of the transformer has tappings, and a particular tapping is selected by a selector switch depending upon current required for welding.
The secondary winding of the transformer is connected to the two electrodes made of copper or bronze, and they are cooled by water. A foot pedal can move the movable electrode of the machine. When pressure is not applied to the foot pedal, the electrodes are kept apart by a spring.
The sheets to be welded are placed overlapping each other between the two electrodes and pressure is applied by pressing the foot pedal. The spot weld is made between the sheets.
The composition and thickness of the plates determine the magnitude and duration of the current. It varies from 1000 to 10,000 amperes and may flow for a fraction of second to some seconds. Spot welding is mostly employed in the manufacture of automobiles and other metal stamping assemblies.
Advantages of Spot Welding
- It has a low initial cost.
- High productivity.
- A less skilled worker can also operate this welding.
- The operation can be made fully automatic or semi-automatic.
Disadvantages of Spot Welding
- Jobs of high thickness cannot be welded.
- Skilled workers are required for maintenance purpose.
Applications of Spot Welding
- It is used frequently in the automobile and aircraft industries.
- It is used for making containers.
- It is used in the fabrication of steel furniture.
Projection Welding
It is a modified form of spot welding. One of the pieces to be welded by this method has a projection produced by the pressure. The electrodes used in projection welding are flat. The electrodes are placed on the work-pieces, and current passed between them. Heat is produced at the contacts and workpiece gets welded at these points.
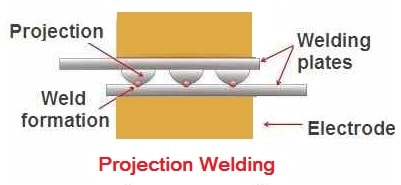
It is easy to weld certain jobs which cannot be welded by spot welding. When two plates to be welded are of different cross-section then in order to obtain high strength, it is necessary to have the projections on the thicker plate.
Advantages of Projection Welding
- More than one spot can be welded at one time.
- Proper heat balance can be obtained easily.
- Welds can be placed closer than spot welding.
- Electrode life is much longer than the life of the electrode used in spot welding.
- Appearance and uniformity of this weld are better than spot welding.
- With the projection welding, it is easy to weld certain jobs which cannot be welded by spot welding.
Disadvantages of Projection Welding
- Metals, which cannot support projections, cannot be welded satisfactorily.
- To make projections is an extra operation.
- The initial cost of equipment required for projection welding is high.
Applications of Projection Welding
- It is usually employed on punched jobs, where the projection automatically exists.
- It is used for welding of stainless steel parts.
Seam Welding
The figure shows how to seam welding is carried out. In this case, roller type electrodes are used, and the pressure between them remains constant. Seam welding is used to obtain a continuous joint.
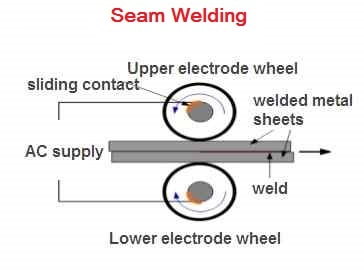
The two sheets on which seam welding is required are placed overlapping each other. The current is passed between the two moving electrodes, and sheets get welded. It is used for stainless steel, aluminium and its alloys, nickel and its alloys etc.
Advantages of Seam Welding
- Less overlap of the two parts is required than spot or projection welding.
- Several parallel seams can be produced.
- Gas-tight or liquid-tight welds can be produced.
Disadvantages of Seam Welding
- Seam welding sets are more costly than spot welding sets.
- It is difficult to weld thickness greater than 3mm.
- Welding can be done only along a straight line.
Butt Welding
The figure shows how butt welding is done. The two parts to be welded together is placed touching each other end to end so as to form a butt joint. The pressure is also applied in the axial direction of the job. The jobs are securely clamped, and heavy current is passed through them. The heat is produced to raise the temperature of material and fusion takes place at the points of contact.
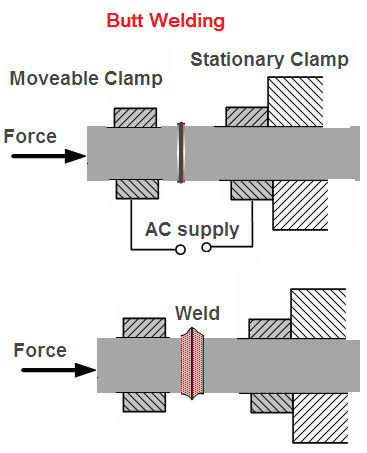
This method is used for welding pipes, wires and rods etc. The voltage required for welding is 2 to 12 volts, and the current varies from 50 A to several hundred amperes, depending upon the kind of material and the area to be welded at a time.
Flash Butt Welding
It is similar to butt welding except that the parts to be welded are joined together under light pressure, and heavy current is passed through the joint. Due to poor contact, arcing takes place at the joint. When sufficient heat has been produced, the two parts are suddenly pressed together, and the current is stopped simultaneously.
A thin film is produced around the joint which is subsequently removed to give a weld of this type. It is used for welding rail ends, shaft axles, chain etc.
Advantages of Flash Butt Welding
- It is a fast and cheap process.
- Preparation of weld surface is not required.
- Many dissimilar metals with different melting temperatures can be welded.
- It offers 100% strength factor.
Disadvantages of Flash Butt Welding
- More chances of fire hazards.
- Metal is lost during welding.
- Concentricity and straightness of work-pieces are often difficult to maintain during the welding process.
Thanks for reading about “electric resistance welding”. For more information, visit Wikipedia.